
 JRVAL
JRVAL May 26 2026
May 26 2026When you step onto the shop floor of a professional lug butterfly valve manufacturer like JRVAL, you will witness heavy-duty machining in real-time. If you observe a CNC lathe operator working on a raw cast valve body, you might wonder: What exactly is the cutting tool doing inside that cylinder?
To clarify the technical realities of valve manufacturing, we are breaking down the process of internal turning, explaining the difference between the "Nominal Diameter" and the "Internal Structure," and analyzing the equipment we use to achieve precision.
1. What Does "Machining the Nominal Diameter" Mean?
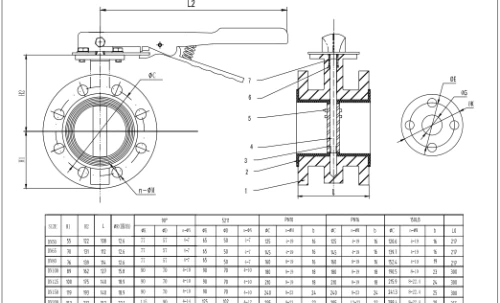
In the pipeline and valve industry, the Nominal Diameter (DN) refers to the internal cylindrical channel that allows fluids (water, gas, or oil) to flow through. For example, a DN100 valve has an approximate internal flow diameter of 100 millimeters.
Because most valve bodies begin as raw castings, their initial inner walls are rough, uneven, and not dimensionally accurate. To meet industrial standards, the valve body must undergo internal turning (or boring). A CNC lathe strips away the rough casting layer to achieve the exact standard dimension and a smooth surface. Without this crucial step, fluid dynamics would be compromised by friction and turbulence.
2. The Mechanics: Extending and Retracting the Boring Bar
When watching the machining process, you will notice a long tool clamped to the tool post, repeatedly extending into the valve, cutting, and then retracting.
This tool is called a boring bar (or internal turning tool). Because the machining takes place inside the cylindrical body, the CNC program directs the tool to feed (extend) into the workpiece, shave off a layer of metal along the inner wall, and retract. This precise self-adjustment and back-and-forth movement is the standard operation for deep hole boring.
3. Nominal Diameter vs. Machining the "Structure"
You might hear shop floor technicians say they are "machining the structure" rather than "machining the sealing face." What does this mean?
While the sealing face is inside the valve, the two concepts differ significantly:
- The Nominal Diameter (DN) is the main, straight cylindrical section of the flow channel.
- The Internal Structure (Internal Profiling) refers to the complex geometric features inside the valve. As an experienced lug butterfly valve manufacturer, we know that holding a rubber seat (liner) securely requires precise grooves, steps, and angled lips inside the body.
When operators say they are "machining the structure," they are performing internal profiling. They are not just cutting a flat sealing face; they are carving out the entire engineered cavity designed to lock the disc and seat together to prevent leakage. Usually, the boring of the DN and the profiling of the structure are completed in sequential steps on the same machine setup.
4. The Equipment: Why We Rely on Flat-Bed CNC Lathes
To handle these heavy operations, JRVAL utilizes traditional Flat-Bed CNC Lathes rather than fully enclosed slant-bed models. Why?
For heavy-duty casting blanks like valves and flanges, semi-open flat-bed lathes offer unmatched accessibility. Loading and unloading a massive cast iron body using a crane is incredibly efficient on a flat-bed.
Furthermore, these machines are equipped with an automatic 4-station electric turret (tool post). Once the CNC program issues a command, the turret automatically lifts, rotates to the correct tool (such as switching from a rough boring bar to a precision grooving tool), and locks into place—requiring no manual wrenching. This combination delivers extremely high rigidity, stability, and cost-effectiveness for heavy metal cutting.
Trust a True Manufacturer
Understanding the nuances of internal turning and structural profiling separates a real factory from a simple trading company. As a dedicated lug butterfly valve manufacturer, JRVAL controls every step of the machining process to ensure that every valve body leaving our shop floor meets strict international tolerances.
Are you looking for precision-machined flow control solutions?
Contact JRVAL Engineering Team →