
 JRVAL
JRVAL Jun 09 2026
Jun 09 2026When it comes to big valve body machining, controlling the dimensional accuracy of threaded holes to within 0.1 millimeters is highly important for rapid on-site installation. However, before the machining even begins, a primary challenge lies in the surface finish of the casting blank. Due to the large size of the casting and the low fluidity of the molten steel, rapid cooling often leads to a rough surface.
To address this, JRVAL combines lost-wax and lost-foam casting techniques. Before pouring, we preheat the shell molds in a roasting furnace to 600 to 800 degrees Celsius. This effectively compensates for the rapid cooling and helps achieve an excellent surface quality of the blank.
Today, let's review the complete precision machining process of this heavy-duty butterfly valve.
Step 1: Vertical Lathe Machining
Because large-diameter valve bodies are incredibly heavy, a Vertical Turret Lathe (VTL) is utilized. The workpiece's own weight keeps it firmly seated on the worktable, supporting high concentricity during big valve body machining. This step focuses on two main areas:
First, machining the flange faces. We turn the faces according to specific standards to control the valve's "Face-to-Face" dimension. We also deburr the edges to promote safety during installation and to help the subsequent epoxy coating adhere firmly.
Second, machining the inner bore. We remove the casting allowance to ensure a smooth inner wall. This promotes a tight fit with the valve seat—whether rubber or PTFE—reducing flow resistance and supporting bi-directional reliable sealing.
Step 2: Top Flange Machining
The top flange is the core connection point for pneumatic or electric actuators. The main machining procedures include:
- Boring the center hole: Keeping the stem channel vertical to prevent jamming during operation.
- Fine-turning the flat surface and locating spigot: This supports precise alignment when installing the actuator, avoiding torque offset.
- Machining the back face: Designed to maintain uniform flange thickness.
- Drilling and tapping: Machining mounting holes that comply with the ISO 5211 standard, along with pin holes and bottom plug holes, prepping for stem fixation.
Step 3: Pipeline Connection Hole Machining
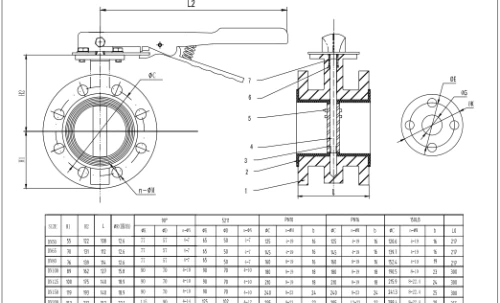
Large-diameter wafer butterfly valves typically feature threaded holes distributed at the top and bottom, along with through holes for pipeline connections. This phase is critical in big valve body machining:
- Through-Hole Drilling: We use dedicated fixtures for precise positioning, followed by drilling the pilot holes according to Metric or UNC standards.
- Threaded Hole Tapping: We maintain a 0.1mm dimensional tolerance for threaded holes to ensure seamless alignment and rapid installation on-site. For tapping lubrication, we use plant oil instead of ordinary mineral oil. This not only makes the tapped thread surface highly smooth, but is also an eco-friendly approach.
SS304 is tough and "sticky," prone to work hardening.
- Tooling: We prohibit ordinary taps. We use Cobalt HSS (HSS-Co/M35) or Titanium-coated taps to resist high heat and wear.
- Technique: Slow RPM with abundant tapping oil. The process must be continuous; stopping causes surface hardening and tap breakage.
- Chip Identification: Unlike the crumbling chips of cast iron, SS304 produces continuous, curled, "hair-like" chips, indicating high ductility.
Step 4: Semi-finished Product Inspection
Before any valve body can proceed to the coating stage, it must pass a rigorous set of semi-finished inspections. We systematically verify the following parameters:
- Dimensional Verification: Face-to-face dimensions, flange outer diameters, and inner bore diameters are strictly cross-checked against drawing tolerances.
- Roughness Testing: The surface finish of the sealing faces and flange ends must meet specific Ra value standards, which is a fundamental requirement for reliable sealing performance.
- Wall Thickness Testing: Using ultrasonic thickness gauges, we verify that the pressure-bearing areas comply with API/EN standards to ensure pressure safety.
- Geometric Tolerances: Concentricity, perpendicularity, and parallelism are thoroughly inspected.
Why Global Projects Choose JRVAL
Many overseas buyers have faced delays and safety risks caused by assembly-only traders who lack control over casting porosity or material composition. At JRVAL, our foundation is built on a complete supply chain capability—from our own foundry to final assembly.
Source Factory Advantage
Operating four dedicated casting lines (including V-process, silica sol lost-wax, and coated sand), our engineering team actively controls the material composition for special applications right from the source. For example, our CF8 stainless steel consistently maintains a Nickel content of >9%. By eliminating the middleman, we offer highly competitive costs while retaining strong non-standard customization capabilities for special dimensions.
Case Study: The 0.1mm Difference at Huawei Facility
During a Huawei facility construction project, the contractor faced a 3-day work stoppage because the previous supplier’s lug butterfly valves had inaccurate threaded holes, making field installation impossible. JRVAL responded urgently, delivering 200 precisely machined lug butterfly valves in just 7 days. By tapping the threads three times and validating them with Go/No-Go gauges, we ensured a flawless fit, allowing the construction team to bolt the pipes effortlessly.
Quality & Efficiency
Located in the Tianjin valve industry belt and near Tianjin Port, we leverage fast supply chains and an ERP system to ensure transparent, on-time deliveries. Our facilities are ISO9001 certified, supported by an independent QC department performing hydrostatic, seat, and actuator tests. We provide MTC 3.1 and CE certifications, alongside a standard 2-year warranty (3-5 years for triple offset butterfly valves).
Looking for a reliable manufacturing partner for standard or custom valves (ANSI, ASME, DIN, EN, BS, JIS, GOST, GB)?
Contact Our Engineering Team Today